
0 前言
某電廠1000MW機(jī)組高壓主汽調(diào)節(jié)閥在進(jìn)行材質(zhì)復(fù)驗(yàn)時(shí)發(fā)現(xiàn),進(jìn)、出汽接管材質(zhì)與設(shè)計(jì)要求材質(zhì)不符,既影響電廠的安裝周期,又使主汽調(diào)節(jié)閥在運(yùn)行過(guò)程中存在安全隱患。為了將影響程度降至最低,必須在最短的時(shí)間內(nèi)完成接管的更換。由于1000MW高壓主汽調(diào)節(jié)閥結(jié)構(gòu)和材質(zhì)均比較特殊,是已發(fā)往電廠的成品,要在短時(shí)間內(nèi)實(shí)現(xiàn)接管更換修復(fù)將面臨多方面的技術(shù)難題。
1 結(jié)構(gòu)簡(jiǎn)介
1000MW高壓主汽調(diào)節(jié)閥由四個(gè)主汽閥和四個(gè)調(diào)節(jié)閥組成,每個(gè)閥門連接一個(gè)接管,閥門本體材料為ZG1Cr10Mo1NiWVNbN,進(jìn)、出汽接管材料均為P92鍛件。組焊工藝流程復(fù)雜、周期長(zhǎng),整套閥門組焊完耗時(shí)至少需三個(gè)月,整套閥門組裝后質(zhì)量約80t。高壓主汽調(diào)節(jié)閥實(shí)物結(jié)構(gòu)如圖1所示。
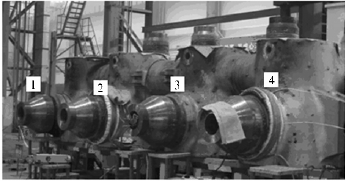
圖1 高壓主汽調(diào)節(jié)閥實(shí)物結(jié)構(gòu)
2 技術(shù)難題分析
2.1 焊接性分析
閥門本體材料為ZG1Cr10Mo1NiWVNbN,屬于超低碳復(fù)相馬氏體鋼,焊接時(shí)淬硬性大,冷裂傾向明顯,容易形成脆化組織,成分為馬氏體和馬氏體+鐵素體組成的邊界區(qū)。冷卻速度較快時(shí),易產(chǎn)生粗大馬氏體,焊縫熱影響區(qū)硬脆化;冷卻速度較慢時(shí),易產(chǎn)生粗大鐵素體,焊縫熱影響區(qū)塑韌性顯著下降。P92鋼屬于低碳(w(C)=0.07%~0.13%)高合金(合金含量大于10%)耐熱鋼,淬透性很強(qiáng),含碳量較低,其冷裂紋敏感性并不大,但對(duì)溫度較為敏感,須嚴(yán)格控制預(yù)熱溫度和層間溫度。
2.2 更換接管技術(shù)難度分析
如圖1所示,組焊后的主汽閥接管焊縫無(wú)法像單件閥殼焊接時(shí)實(shí)現(xiàn)橫焊位,只能采用全位置焊接。由于同時(shí)去除了四組主汽閥接管、四組調(diào)節(jié)閥接管,改變了原有工藝的焊接模式,若同時(shí)更換接管,因主汽閥1#和2#、3#和4#接管開檔距離為831mm,2#和3#之間距離為1232mm,如果四個(gè)管口同時(shí)焊接,操作時(shí)會(huì)產(chǎn)生干涉,另外,由于閥門空間狹小且加速器體積較大,射線探傷也會(huì)發(fā)生干涉。
閥門已精加工到位,閥體和接管焊縫必須“熱焊”,因坡口較深,焊接量大,很容易產(chǎn)生焊接變形。如果閥門變形,將直接導(dǎo)致閥門與閥蓋以及閥芯件無(wú)法裝配、密封,焊接變形控制非常難;電廠返回的閥殼是精加工件,焊后的熱處理只能采用局部回火,由于閥殼表面積較大,散熱面大且采用中頻熱處理時(shí)溫差較大,熱處理過(guò)程控制較難。
3 技術(shù)難題解決
3.1 接管焊接修復(fù)工藝
采用氧乙炔火焰加熱的方法進(jìn)行焊前預(yù)熱,預(yù)熱溫度為250℃~300℃,使用測(cè)溫儀測(cè)量預(yù)熱溫度。采用石棉布包裹焊縫兩側(cè)附近的接管和閥殼本體,避免熱量散失。采用手工氬弧焊打底,焊條電弧焊填充、蓋面,焊接參數(shù)見表1,氬氣流量8~15L/min,直流正接,焊接速度20~35mm/min,每道擺動(dòng)寬度小于等于10mm,每層堆焊厚度小于等于4mm,每焊完一層要及時(shí)進(jìn)行清理。預(yù)熱溫度達(dá)到后開始焊接,層間溫度控制在300℃~350℃,焊接過(guò)程中不允許有任何缺陷。
表1 焊接參數(shù)表

3.2 接管焊接坡口優(yōu)化
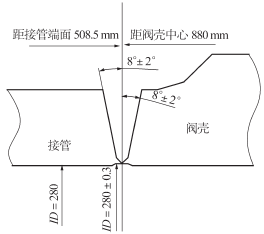
如圖2a所示,原設(shè)計(jì)接管與閥殼焊接坡口為單邊30°V型非對(duì)稱形式,坡口深,焊接工作量大,焊接變形不易控制,焊接過(guò)程容易發(fā)生干涉。本次修復(fù)采用了如圖2b所示的坡口角度為16°的對(duì)稱型焊接坡口形式,焊接工作量小,焊接變形較易控制,節(jié)約了修復(fù)時(shí)間。

a優(yōu)化前
b優(yōu)化后
圖2 主汽閥裝焊坡口優(yōu)化
3.3 焊接變形控制
接管與閥殼為對(duì)接環(huán)焊縫,坡口深度約180mm,焊接過(guò)程中容易產(chǎn)生角變形,這將影響高壓主汽調(diào)節(jié)閥進(jìn)、出汽接管與電廠管道的安裝精度,所以在修復(fù)過(guò)程中應(yīng)嚴(yán)格控制接管與閥殼的焊接變形。主要采取了以下措施進(jìn)行控制:
(1)裝配要求。坡口根部徑向及軸向錯(cuò)位不超過(guò)±1mm,兩側(cè)坡口間隙為2mm,在不妨礙裝焊的原則下適當(dāng)加裝固定拉筋,以防止焊接過(guò)程中產(chǎn)生變形和位移。
(2)焊接參數(shù)的選取。為減小熱量輸入合理控制焊接變形,焊接時(shí)盡量采用小線能量的焊接參數(shù)。
(3)焊接順序的確定及焊接變形的監(jiān)測(cè)。為避免操作工對(duì)稱焊接時(shí)受操作空間的限制,在保證返修周期的前提下,采用分散焊接順序,優(yōu)先裝配并焊接1#、3#主汽閥接管,再裝配焊接2#、4#接管。采用兩人對(duì)稱施焊順序,實(shí)行多層多道焊接,施焊中注意焊道間的交錯(cuò)和結(jié)合,避免出現(xiàn)“死角”,并保持焊道平整,焊道布置示意如圖3所示。焊接過(guò)程中厚度方向每焊30mm須檢測(cè)接管與閥殼中心以及接管與接管中心相對(duì)尺寸。

圖3 焊道布置示意
(4)降低溫度梯度。焊接時(shí)閥殼外部始終采用中頻感應(yīng)加熱,內(nèi)部采用柔性陶瓷電阻加熱片進(jìn)行補(bǔ)熱,使工件焊接部位的溫度維持在200℃~250℃。
(5)探傷時(shí)間的確定。為降低返修焊接缺陷的風(fēng)險(xiǎn),避免因重復(fù)返修焊縫而造成的焊接變形,在焊接至80mm深時(shí)停止焊接并進(jìn)行無(wú)損檢驗(yàn),合格后方可繼續(xù)焊接。
3.4 焊后熱處理控制
由材料焊接性可知,ZG1Cr10Mo1NiWVNbN淬硬性大、冷裂傾向明顯,P92鋼對(duì)溫度敏感,為防止接頭產(chǎn)生缺陷,焊接后應(yīng)及時(shí)對(duì)接頭進(jìn)行熱處理。為了驗(yàn)證修復(fù)后接頭的微觀組織,在焊接產(chǎn)品的同時(shí),采用相同的工藝焊接試驗(yàn)塊,并與產(chǎn)品同時(shí)進(jìn)行熱處理。本次修復(fù)焊縫外部采用中頻感應(yīng)加熱器,內(nèi)部采用柔性陶瓷電阻加熱片補(bǔ)熱,溫度采用沿焊縫周向?qū)ΨQ布置的四只熱電偶進(jìn)行監(jiān)控。升溫速度不超過(guò)80℃/h,降溫速度不超過(guò)60℃/h(200℃以下不控制降溫,自然冷卻),為了充分得到回火組織,溫度控制在710℃~730℃,保溫8h。
試驗(yàn)塊熱處理后的焊縫接頭微觀組織如圖4所示。由圖4可知,焊縫、熱影響區(qū)和熔合區(qū)均為回火馬氏體組織,具有良好的沖擊韌性和高而穩(wěn)定的持久塑性及熱強(qiáng)性能。

a焊縫區(qū)
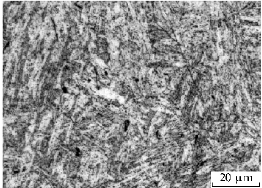
b熱影響區(qū)

c熔合線
圖4 試驗(yàn)塊焊縫微觀組織
4 接管更換后的產(chǎn)品檢驗(yàn)
通過(guò)對(duì)焊縫布氏硬度(見圖5)進(jìn)行檢驗(yàn)可知,接頭硬度處于180~230HB,最大值位于焊縫中心區(qū)域。由此可知,經(jīng)過(guò)熱處理后的焊縫獲得了與母材相近的硬度值。
經(jīng)無(wú)損探傷檢驗(yàn),接管焊縫質(zhì)量達(dá)到射線探傷標(biāo)準(zhǔn)和超聲波探傷標(biāo)準(zhǔn)Ⅰ級(jí)檢驗(yàn)要求。閥殼形位公差檢驗(yàn)結(jié)果如表2所示。由表2可知,各主要形位面的變形量均在設(shè)計(jì)要求的0.10mm范圍之內(nèi),滿足裝配要求。
表2 閥門各主要形位面變形量 mm


圖5 焊接接頭顯微硬度分布
5 結(jié)論
(1)百萬(wàn)機(jī)組高壓主汽調(diào)節(jié)閥接管更換技術(shù)難度大,通過(guò)對(duì)ZG1Cr10Mo1NiWVNbN和P92材質(zhì)對(duì)接環(huán)焊縫檢驗(yàn)可知,本次修復(fù)有效地避免了裂紋等焊接缺陷的產(chǎn)生,焊后獲得了回火馬氏體組織,保證了焊接接頭的性能。
(2)將原有焊接坡口進(jìn)行優(yōu)化設(shè)計(jì),采用分散焊接順序,并適當(dāng)加裝固定拉筋,有效防止了修復(fù)過(guò)程產(chǎn)生焊接變形和位移,焊接順序合理。
本文鏈接:http://m.xixiguopan.cn/case/5d3918c27d8fe5044882554e